

سلام
یه CNC حلقه بسته مطابق شکل زیر در نظر بگیرید:
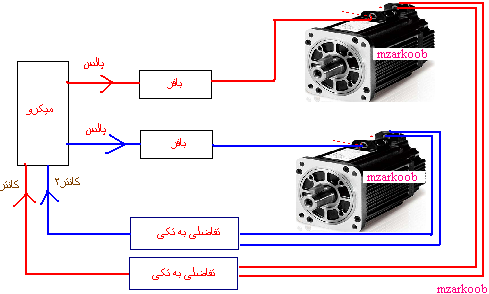
(البته برای این سرو موتورها درایور هم داره که نکشیدم!)
در حالتی که فیدبک نداریم کنترلر پالس های لازم برای حرکت دو بعدی CNC مطابق نقشه ای که به آن داده شده است را فراهم می کند. حالا می خواد بره اون نقطه می خواد نره! البته میره خطای خیلی کمی داره که با کالیبره کردن و تنظیماتی درستش می کنند
حال مطابق شکل بخواهیم از انکدر های سرو موتور هم استفاده کنیم(چون خروجی انکدر تفاضلی است باید درستش کنیم) یعنی به ازای حرکتی که داره پالس های انکدر هم بشماریم ببینیم درست رفته یا نه. اگه کم رفته با پالس های اضافه جبرانش کنیم.
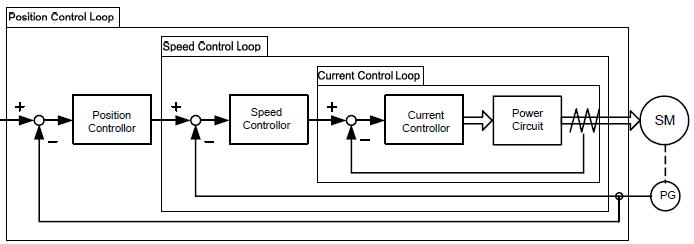
خوب تا اینجا به صرت تئوری موردی نیست. اما ما در کنترل حلقه بسته در درس کنترل سیستم های حلقه بسته PID داشتیم. حالا اگه بخواهیم یه همچین چیزی را به صورت کنترل حلقه بسته با PID کنترل کنیم چه کاری باید انجام بدیم و بلوک دیاگرام چی میشه و این ضرایب pid را کجا و چطوری پیاده سازی کنیم؟
یه CNC حلقه بسته مطابق شکل زیر در نظر بگیرید:
(البته برای این سرو موتورها درایور هم داره که نکشیدم!)
در حالتی که فیدبک نداریم کنترلر پالس های لازم برای حرکت دو بعدی CNC مطابق نقشه ای که به آن داده شده است را فراهم می کند. حالا می خواد بره اون نقطه می خواد نره! البته میره خطای خیلی کمی داره که با کالیبره کردن و تنظیماتی درستش می کنند
حال مطابق شکل بخواهیم از انکدر های سرو موتور هم استفاده کنیم(چون خروجی انکدر تفاضلی است باید درستش کنیم) یعنی به ازای حرکتی که داره پالس های انکدر هم بشماریم ببینیم درست رفته یا نه. اگه کم رفته با پالس های اضافه جبرانش کنیم.
خوب تا اینجا به صرت تئوری موردی نیست. اما ما در کنترل حلقه بسته در درس کنترل سیستم های حلقه بسته PID داشتیم. حالا اگه بخواهیم یه همچین چیزی را به صورت کنترل حلقه بسته با PID کنترل کنیم چه کاری باید انجام بدیم و بلوک دیاگرام چی میشه و این ضرایب pid را کجا و چطوری پیاده سازی کنیم؟




دیدگاه